
 English
English 日本語
日本語 русский
русский

The Complete Guide to Side-Entry Mixers in 2026
Content
- 1 What Is a Side-Entry Mixer and How Does It Work?
- 2 Key Industries and Applications for Side-Entry Mixing Equipment
- 3 Side-Entry vs. Top-Entry Mixers: A Direct Technical Comparison
- 4 Energy Efficiency Trends in Modern Side-Entry Mixers
- 5 Explosion-Proof and Safety-Certified Side-Entry Mixers
- 6 How to Select the Right Side-Entry Mixer: Key Parameters
- 7 Mixing Efficiency Benchmark: Side-Entry Mixer Performance Data
- 8 About Top Mixer — Trusted Side-Entry Mixing Equipment Manufacturer
- 9 Frequently Asked Questions
A side-entry mixer is an industrial agitator mounted through the sidewall of a storage tank or process vessel, designed to deliver efficient, continuous mixing of large liquid volumes with minimal energy consumption. In 2026, side-entry mixers remain the preferred solution for oil storage tanks, chemical processing vessels, and wastewater treatment basins because they combine compact mechanical design with powerful flow generation — all without requiring internal shaft supports or top-mounted structures. This guide covers every critical aspect: working principles, application sectors, selection criteria, and the latest efficiency benchmarks.
Whether you are an engineer specifying industrial side-entry mixing equipment for a new crude oil storage facility, or a procurement manager evaluating suppliers for a chemical tank mixer upgrade, this resource provides the technical depth and practical guidance needed to make the right decision.
What Is a Side-Entry Mixer and How Does It Work?
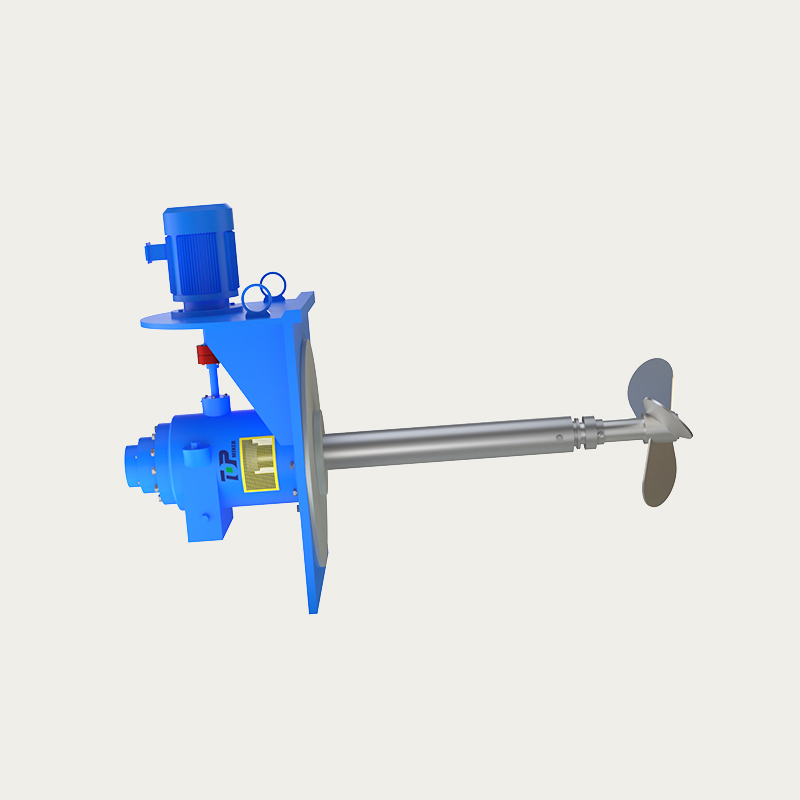
A side-entry mixer is installed horizontally or at a slight downward angle through the shell of a tank, with the motor and gearbox positioned externally for easy access and maintenance. The impeller — typically a propeller or axial-flow blade — is submerged in the liquid and generates a directed flow pattern that circulates the entire tank contents without dead zones.
The angled mounting geometry is not arbitrary: most side-entry mixers are installed at 7° to 15° horizontal offset and 5° to 10° downward pitch. This geometry creates a helical, tangential flow pattern that sweeps the tank floor, prevents sediment settlement, and promotes temperature homogenization throughout the liquid column. In large crude oil or fuel storage tanks with diameters exceeding 30 meters, a single correctly positioned side-entry mixer can circulate millions of liters of liquid effectively.
The mechanical seal system — either packing-type or mechanical face seal — is critical for leak prevention during operation. Modern heavy duty side-entry mixers feature double mechanical seals with flush systems, enabling continuous operation under pressure and in flammable or toxic fluid environments without risk of fugitive emissions.
The diagram above illustrates the characteristic helical, tangential flow pattern generated by a properly positioned side-entry mixer. The propeller generates a directed jet that follows the tank wall curvature, creating a continuous rotational circulation. This flow pattern is highly effective at eliminating stratification layers and preventing sedimentation on the tank floor, which is particularly critical in crude oil and heavy fuel storage applications where wax or paraffin deposition can otherwise accumulate over time and reduce effective tank capacity.
Key Industries and Applications for Side-Entry Mixing Equipment
Side-entry mixing equipment is deployed across a broad range of process industries. Its mechanical architecture makes it uniquely suited to large-volume tanks where top-entry mixer shaft lengths would be impractical, structurally challenging, or prohibitively expensive to support. The chart below shows the primary industry segments and their relative adoption rates of side-entry mixer technology.
The oil and gas sector accounts for the largest share of side-entry mixer deployments at 38%, driven by the widespread use of oil tank side-entry mixers and side-entry mixers for crude oil tanks in floating roof and fixed roof storage facilities worldwide. These applications demand robust mechanical sealing, explosion-proof motor configurations, and corrosion-resistant materials — all of which are standard features in purpose-built heavy duty side-entry mixer designs.
Chemical processing represents the second-largest segment at 24%, with chemical tank mixer suppliers designing units for aggressive media including acids, alkalis, solvents, and slurries. Wastewater treatment at 16% relies on side-entry agitators to maintain suspended solids in equalization basins and digester tanks. Food, beverage, and pharmaceutical applications together represent 17%, with sanitary-grade variants featuring polished stainless steel wetted parts and CIP-compatible seal designs.
Application Specifications by Sector
| Industry | Tank Volume Range | Typical Power (kW) | Key Requirement |
|---|---|---|---|
| Crude Oil Storage | 5,000–100,000 m³ | 15–200 | Explosion-proof, ATEX/IECEx |
| Chemical Processing | 50–5,000 m³ | 2–75 | Corrosion-resistant alloys |
| Wastewater Treatment | 500–50,000 m³ | 5–90 | IP68 motor, submersible seal |
| Food & Beverage | 10–500 m³ | 1–30 | 316L SS, FDA-compliant seals |
| Pharmaceutical | 1–200 m³ | 0.5–22 | Electropolished, CIP/SIP rated |
Side-Entry vs. Top-Entry Mixers: A Direct Technical Comparison
Understanding where side-entry mixers outperform top-entry configurations — and where they do not — is essential for making the right engineering decision. The two mixer types differ fundamentally in shaft orientation, flow pattern geometry, installation constraints, and maintenance access. For large-volume tanks in particular, the side-entry architecture offers several structural and operational advantages that top-entry designs cannot easily replicate.
The radar chart provides a clear visual comparison across six performance dimensions. Side-entry mixers score significantly higher on energy efficiency, large-tank suitability, and ease of maintenance — their three primary competitive advantages. Because the motor and gearbox are located entirely outside the tank, maintenance personnel can service the drive unit without entering the vessel or shutting down the entire system in many designs. In large crude oil or fuel storage tanks where shaft lengths exceeding 10–15 meters would be required for a top-entry configuration, the structural engineering complexity and cost savings from side-entry mounting become compelling.
Top-entry mixers, conversely, score higher on pressure vessel suitability and shear control precision — making them preferable for reactor vessels, polymerization tanks, and applications requiring very high shear rates or precise power-per-volume control. The selection between the two is therefore primarily driven by tank geometry, application shear requirements, and maintenance philosophy rather than any single universal advantage.
Energy Efficiency Trends in Modern Side-Entry Mixers
Energy consumption is a critical operating cost factor in large-scale industrial mixing. Energy efficient side-entry mixers have undergone significant development over the past decade, driven by advances in impeller hydrodynamics, variable frequency drive (VFD) integration, and computational fluid dynamics (CFD) optimization of mounting angle and blade geometry. The result is measurable efficiency gains that translate directly into reduced power consumption per unit of circulation achieved.
The line chart demonstrates a clear efficiency divergence between standard and VFD-optimized side-entry mixer designs over the 2015–2026 period. VFD-optimized units improved from an efficiency index of 62 in 2015 to approximately 105 in 2026 — a 69% improvement over 11 years, compared to only 29% improvement for standard designs over the same period. This gap reflects the compounding benefits of variable speed operation: reduced power consumption during low-demand periods, elimination of starting surge currents, and continuous optimization of impeller tip speed relative to liquid viscosity changes during storage.
For operators of large crude oil or fuel storage terminals, where side-entry mixers may run continuously for thousands of hours per year, the energy savings from VFD integration can represent substantial reductions in annual operating costs. Leading side-entry mixer manufacturers now offer VFD-ready motor configurations as standard on all units above 15 kW.
Explosion-Proof and Safety-Certified Side-Entry Mixers
Applications involving flammable liquids — crude oil, refined fuels, ethanol, solvents, and petrochemicals — demand explosion-proof side-entry mixers that comply with recognized hazardous area classification standards. In most global markets, this means motors and electrical components must carry ATEX certification (Zone 1 or Zone 2) for European projects, IECEx certification for international markets, or NEC/CEC compliance for North American installations.
Explosion-proof motors for side-entry mixers are classified by gas group and temperature class. For crude oil storage, IIB T3 or T4 classification is typically required, depending on the specific vapors present. Beyond motor certification, explosion-proof design extends to the mechanical seal system: nitrogen-purged double seals, vapor-tight seal housings, and grounding provisions for static dissipation are all standard requirements in hazardous area specifications.
When evaluating an explosion-proof side-entry mixer supplier, request full documentation: motor certification number, seal qualification test reports, and material certificates for all wetted components. Reputable side-entry agitator manufacturers with experience in oil and gas markets maintain these documents as standard deliverables and can provide third-party inspection support for projects requiring ASME, API, or PED compliance.
The column chart shows ATEX as the most frequently required certification at 78% of hazardous-area projects, followed by IECEx at 65% — reflecting the global footprint of oil and gas projects that specify European or internationally harmonized standards. NEC/CEC applies to 52% of North American projects. API 670 compliance, required for machinery protection systems in critical rotating equipment, applies to 40% of higher-specification installations. Understanding which certifications your project requires early in the specification process is essential for selecting a side-entry mixer manufacturer with the appropriate approvals already in place, avoiding costly certification delays during project execution.
How to Select the Right Side-Entry Mixer: Key Parameters
Selecting the correct industrial side-entry mixer for a specific application requires systematic evaluation of process, mechanical, and environmental parameters. Undersizing results in incomplete mixing and sediment buildup; oversizing wastes energy and creates excessive turbulence that may damage tank internals or emulsify layers that should remain separated.
- Tank diameter and volume: Determines required impeller diameter and the number of mixers needed. Tanks exceeding 30m diameter typically require 2–4 side-entry mixers positioned at equal angular spacing.
- Fluid viscosity and density: High-viscosity fluids (above 500 cP) require slower impeller speeds and higher torque, affecting gearbox selection. Density determines the power required for circulation velocity.
- Mixing objective: Blending vs. suspension vs. heat transfer have different power and flow requirements. Sediment prevention in crude oil tanks requires different velocity criteria than homogenization in a chemical batch process.
- Operating temperature range: Affects seal selection, motor insulation class, and bearing lubricant specification. Cryogenic or high-temperature service requires special materials and seal designs.
- Hazardous area classification: Determines motor type (explosion-proof), electrical enclosure rating (IP), and mechanical seal specification (purge system, materials).
- Nozzle orientation and size: The available tank nozzle diameter and orientation constrain the maximum impeller diameter and insertion depth, which affects achievable flow output.
- Maintenance access: Consider whether live withdrawal (removal of impeller without draining tank) is required, as this necessitates a specialized seal and shaft withdrawal system available from custom side-entry mixer suppliers.
For complex or non-standard applications, engaging an OEM side-entry mixer manufacturer early in the design phase allows CFD simulation of the proposed mixing configuration before any hardware is committed. This simulation approach has become standard practice among leading industrial mixing equipment suppliers for storage tank projects, reducing the risk of inadequate mixing performance after installation.
Mixing Efficiency Benchmark: Side-Entry Mixer Performance Data
Quantifying mixing efficiency allows engineers to compare designs objectively and verify that a proposed mixer will meet process requirements. The standard metric for large-tank mixing is bulk fluid velocity (m/s) achieved at 1/3 tank height from the floor, and turnover time — the time required to circulate the full tank volume once. Lower turnover times indicate higher mixing intensity.
The grouped bar chart illustrates how tank volume and mixer power interact to determine turnover time — a key performance indicator. For a 10,000 m³ tank, a single 15 kW side-entry mixer achieves a 5-hour turnover, while a 75 kW unit reduces this to 1.1 hours — a 78% improvement in mixing intensity for a 5× increase in power. For very large 80,000 m³ crude oil tanks, multiple mixers are required: two 75 kW units achieve a 5.5-hour turnover, while three units reduce this to 3.8 hours. These data points demonstrate why proper mixer sizing is essential — an underpowered mixer on a large tank may produce inadequate circulation despite appearing to run normally.
Industry experience from storage tank side-entry mixer projects in oil terminals and refinery tank farms shows that maintaining a bulk fluid velocity of at least 0.15–0.25 m/s at the tank floor is sufficient to prevent paraffin and sediment deposition in most crude oil storage applications. Achieving this criterion should be the primary design objective when specifying mixer power and number.
About Top Mixer — Trusted Side-Entry Mixing Equipment Manufacturer
WUXI TOP MIXER EQUIPMENT CO., LTD. was established in 2003, with its production base located in Wuxi, Jiangsu Province — in the heart of China's Yangtze River Delta economic zone. As a Singapore MATCHMETAL PTE. LTD. affiliate specializing in fluid, powder, and slurry mixing equipment, Top Mixer serves as a comprehensive side-entry mixing equipment manufacturer and industrial mixing equipment supplier with a global customer base spanning the United States, Russia, Europe, Southeast Asia, and all major Chinese markets.
The company operates specialized divisions covering powder/slurry processing, biomass and environmental protection applications, food and pharmaceutical mixing, and fine chemical processes. With ISO 9001 quality management certification and 5S production management, Top Mixer provides custom side-entry mixer and OEM side-entry mixer solutions engineered to each customer's unique application requirements. The engineering team — with extensive industry experience across hundreds of completed projects — can perform CFD-based mixing simulation, materials qualification, and full system integration from tank nozzle to motor control panel.
Products are distributed to more than 30 provinces and cities across mainland China and to international markets through established service networks. Top Mixer's commitment to reliable performance and responsive technical support makes it a preferred side-entry mixer supplier and side-entry agitator manufacturer for clients requiring both standard catalog equipment and engineered-to-order mixing solutions.
Frequently Asked Questions
Q1. What is a side-entry mixer and how does it work?
A side-entry mixer is installed through the sidewall of a tank, with the impeller inside the liquid and the motor mounted externally. It generates a directed tangential flow that circulates the entire tank volume, preventing sediment buildup and maintaining fluid homogeneity without requiring internal support structures.
Q2. What are the main advantages of side-entry mixers?
Key advantages include suitability for very large tanks (5,000–100,000 m³), lower energy consumption compared to top-entry designs of equivalent mixing intensity, external motor access for maintenance without tank entry, and compact installation that does not require overhead structure above the tank roof.
Q3. Where are side-entry mixers most commonly used?
The most common applications are crude oil and fuel storage tanks, chemical processing vessels, wastewater equalization basins, food and beverage blending tanks, and pharmaceutical holding vessels. Oil and gas storage accounts for approximately 38% of all side-entry mixer deployments globally.
Q4. What is the difference between side-entry and top-entry mixers?
Side-entry mixers are mounted on the tank wall and excel in large-volume, low-to-medium viscosity applications. Top-entry mixers are mounted above the tank and better suited for high-pressure vessels, high-shear mixing, and complex impeller configurations. For tanks over 10,000 m³, side-entry is typically the more practical and energy-efficient choice.
Q5. How does a side-entry mixer improve mixing efficiency?
By positioning the impeller at an optimized horizontal and downward angle, side-entry mixers generate a helical circulation pattern that uses the tank geometry to amplify the mixing effect. VFD integration further improves efficiency by matching motor speed to actual mixing demand, reducing energy use by 30–50% compared to fixed-speed operation.
Q6. Can side-entry mixers be used in hazardous or flammable fluid applications?
Yes. Explosion-proof side-entry mixers with ATEX, IECEx, or NEC-certified motors and double mechanical seals are specifically designed for flammable liquids such as crude oil, refined fuels, and solvents. Always verify the motor gas group and temperature class match the specific hazardous area classification of your storage facility.




- No. 118, Chuangye Road, Jieshou Town, Gaoyou City, Yangzhou, Jiangsu Province, China
- [email protected]
- Landline: +86-0510-83383966 +86-0510-83390667
- Telphone: +86-0510-83390667
- Mr. Chen: +86-18061519769 Mr. Xu: +86-13706183972
- Mr. Lu: +86-18915337056
- Product Link
- Top-Entry Mixer
- Bottom-Entry Mixer
- Side-Entry Mixer
- SIGN UP
- Sign up to be the first to find out the latest news from Top Intelligent Technology
- Subscribe

