
 English
English 日本語
日本語 русский
русский

Top-Entry Mixer vs Side-Entry Mixer: Key Differences Explained
Content
- 1 What Is a Top-Entry Mixer and How Does It Work?
- 2 What Is a Side-Entry Mixer and When Is It the Right Choice?
- 3 Key Performance Differences: Mixing Efficiency Data
- 4 Impeller Selection: The Heart of Mixing Equipment Performance
- 5 Industry Applications: Where Top-Entry Mixers Deliver Critical Value
- 6 How to Choose the Right Industrial Mixer: A Technical Decision Framework
- 7 Seal and Drive Configuration Options for Industrial Agitator Mixers
- 8 Expected Service Life and Maintenance Best Practices for Industrial Mixers
- 9 About WUXI TOP MIXER EQUIPMENT CO., LTD.
- 10 Frequently Asked Questions
When selecting industrial mixing equipment, one of the most consequential decisions engineers and procurement teams face is choosing between a top-entry mixer and a side-entry mixer. The short answer: top-entry mixers excel in applications requiring thorough vertical blending, high-viscosity processing, and multi-purpose tank agitation, while side-entry mixers are typically reserved for large-volume, low-viscosity storage tanks where gentle, continuous circulation is the primary goal. Understanding this distinction can directly impact process efficiency, energy consumption, and total cost of ownership.
As a leading top entry mixer manufacturer China with over two decades of engineering experience, the following comparison draws on real-world application data, industry standards, and fluid dynamics principles to help you make an informed decision for your process requirements.
What Is a Top-Entry Mixer and How Does It Work?
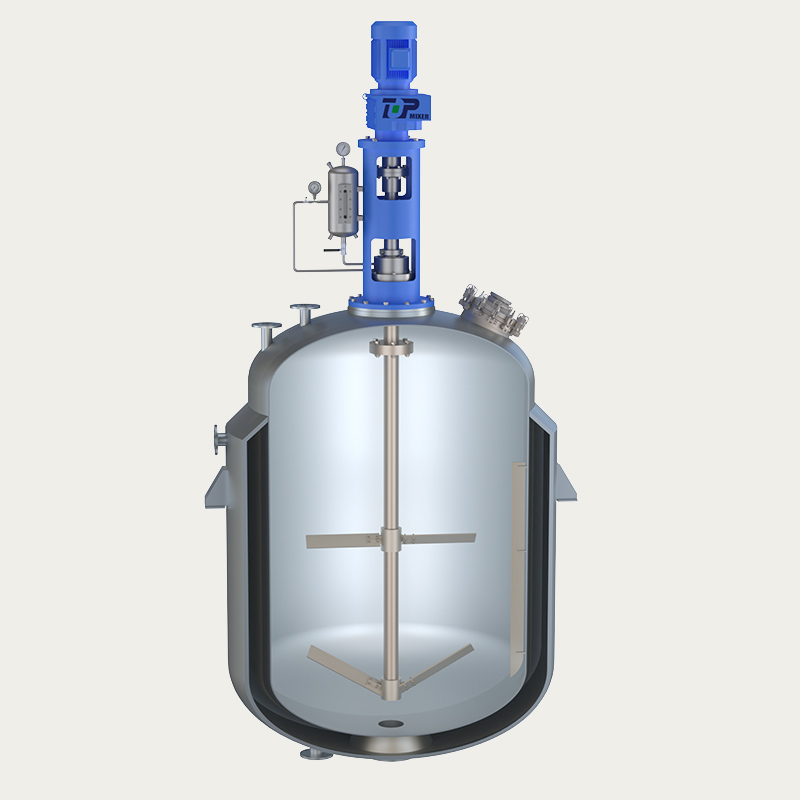
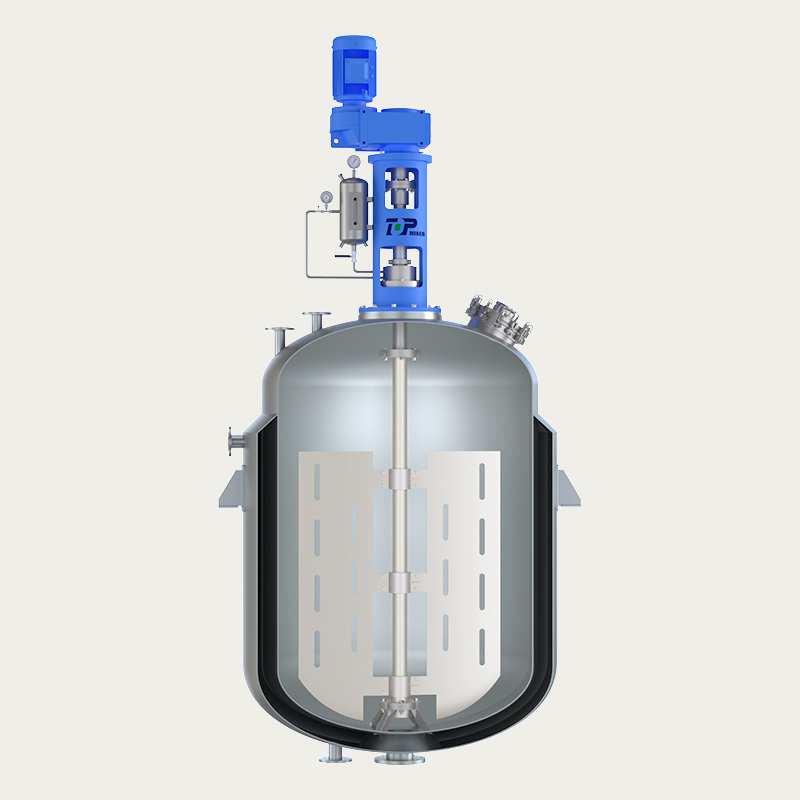
A top-entry mixer — also referred to as a top feed mixer or overhead tank agitator — is an industrial mixing device mounted vertically on the top surface (roof or flange) of a tank or vessel. The drive unit (motor and gearbox) sits above the tank, and the impeller shaft extends downward into the liquid. This configuration allows the impeller to generate axial or radial flow patterns throughout the full liquid depth, achieving thorough homogenization.
The working principle of an industrial agitator mixer of this type relies on rotational energy transferred from the motor through the shaft to the impeller. Depending on the impeller geometry — whether pitched blade turbine, hydrofoil, or high-shear disc turbine — the resulting fluid motion may be predominantly downward (axial pumping), outward (radial), or a combination of both. Baffles mounted on the tank wall are often used to break up swirling flow and enhance turbulence, significantly improving blend times.
Key mechanical components include: the motor (standard, inverter-duty, or explosion-proof), the gearbox (in-line, right-angle, or planetary), the mechanical seal or stuffing box (for pressure or containment requirements), and one or multiple impellers on the shaft. Variable frequency drives (VFDs) allow speed control from near-zero to rated RPM, giving operators precise control over shear rates and blend energy.
The schematic above illustrates a typical dual-impeller top-entry configuration. The motor and gearbox assembly sits above the tank roof, driving the central shaft through a sealed flange. Two impellers — one upper and one lower — generate a recirculating axial flow pattern (shown by the green arrows), ensuring liquid from the bottom of the tank is continuously drawn upward and blended with upper layers. This arrangement is particularly valuable when mixing fluids of differing densities or when maintaining solids in suspension. As a trusted industrial tank agitator supplier, our engineering team sizes impeller diameter, quantity, and shaft length precisely to the tank geometry and process fluid properties.
What Is a Side-Entry Mixer and When Is It the Right Choice?
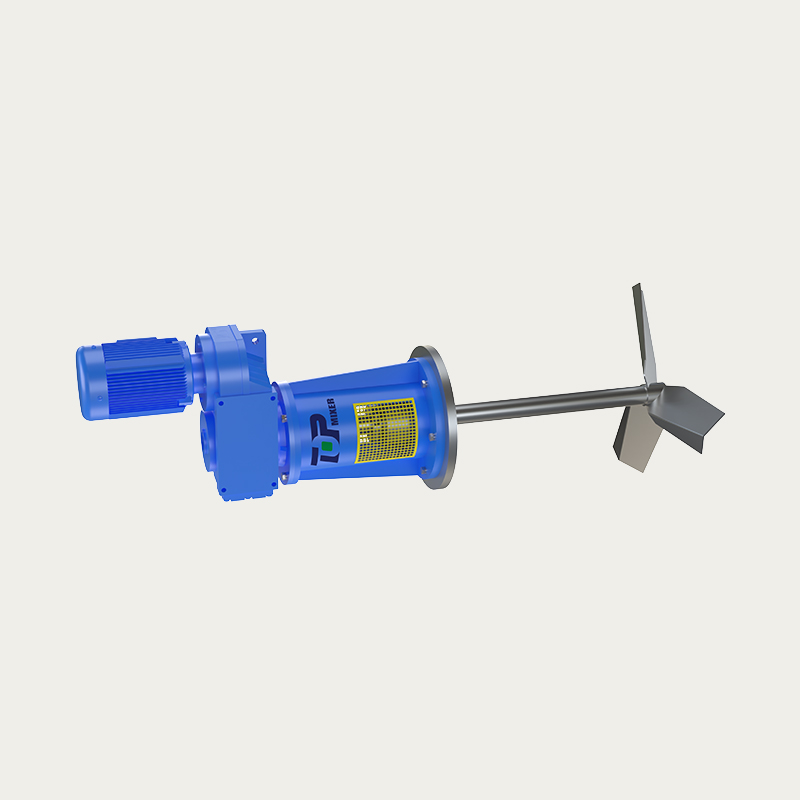
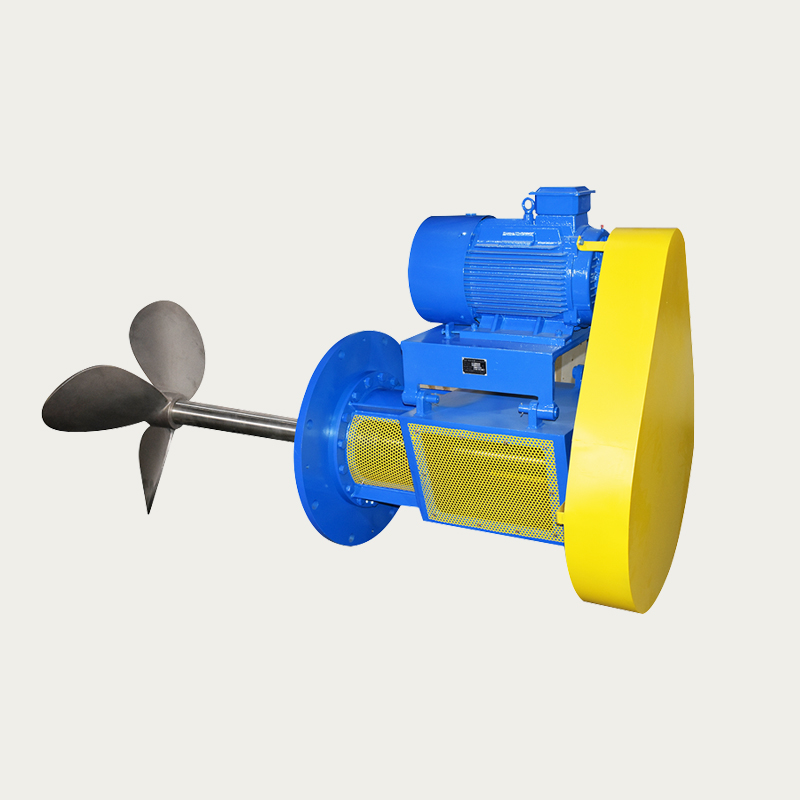
A side-entry mixer is mounted through a nozzle on the sidewall of a tank, typically at an angle offset from the tank centerline to induce a swirling, helical circulation pattern. The drive unit (motor and gearbox) is located outside the tank, and only the shaft and propeller penetrate the vessel wall through a mechanical seal.
Side-entry mixers are most commonly deployed in large petroleum storage tanks (above-ground storage tanks, or ASTs) ranging from 500 m³ to over 100,000 m³, where they prevent stratification, sludge buildup, and wax deposition in crude oil or fuel products. They are also used in large municipal water reservoirs and some pulp-and-paper applications. Because the propeller drives fluid in one primary direction (tangential flow), uniform blending throughout the full tank volume is less predictable compared to a top-entry agitator, especially at the far side of the tank.
The primary advantages of the side-entry design are simplified installation (no need for a structural support frame above the tank), lower purchase cost for very large-volume low-viscosity applications, and the ability to add mixers to existing tanks without modifying the tank roof. However, side-entry mixers are generally not suitable for high-viscosity fluids (above ~500 cP), for reactions requiring precise temperature control, for dissolving solids, or for processes where complete batch homogenization is required within a defined time window.
Key Performance Differences: Mixing Efficiency Data
Performance data collected across multiple process industries consistently shows that top-entry industrial mixers achieve faster blend times and more uniform concentration profiles than side-entry units at equivalent power input per unit volume. The chart below compares normalized blend time (time to reach 95% uniformity) for both mixer types across three fluid viscosity ranges.
The data above reflects industry benchmarks at equal installed power (kW/m³). At low viscosity (1–10 cP), the top-entry mixer achieves 95% blend uniformity in approximately 7 minutes, compared to 14 minutes for side-entry — roughly twice as fast. At medium viscosity (100–500 cP), the gap widens further: 20 minutes versus 36 minutes. For high-viscosity fluids (1,000 cP and above), side-entry mixers are generally not an applicable technology due to insufficient propeller thrust and seal limitations, while a properly configured top-entry agitator with an anchor or helical impeller can still achieve complete blending. This performance advantage makes top-entry mixers the engineering-preferred choice in chemical reactions, batch blending, crystallization, and fermentation where process repeatability and cycle time directly impact production economics.
Impeller Selection: The Heart of Mixing Equipment Performance
The impeller is the primary fluid-moving component in any mixing equipment. Selecting the correct impeller geometry is as critical as specifying motor power or shaft diameter, because the same drive unit with different impellers can produce vastly different flow patterns, shear rates, and blend efficiencies. As an experienced OEM top entry mixer factory, our engineering team routinely matches impeller type to the specific process fluid and application objective.
Common Impeller Types for Top-Entry Industrial Mixers
| Impeller Type | Flow Pattern | Viscosity Range | Best For |
|---|---|---|---|
| Pitched Blade Turbine (PBT) | Axial | 1 – 5,000 cP | Blending, solid suspension |
| Hydrofoil (HE-3, A310) | Axial (high efficiency) | 1 – 2,000 cP | Low-shear blending, heat transfer |
| Rushton Disc Turbine | Radial (high shear) | 1 – 1,000 cP | Gas dispersion, emulsification |
| Anchor | Tangential / wall-scraping | 500 – 50,000 cP | Viscous heat transfer, jacketed vessels |
| Helical Ribbon | Axial + tangential | 5,000 – 1,000,000+ cP | Polymer, adhesive, paste blending |
| Cowles / High-Shear Disc | Radial (very high shear) | 100 – 20,000 cP | Pigment dispersion, coatings |
The versatility of impeller selection is one of the defining strengths of the top-entry platform. A single tank with a top-entry drive unit can be re-configured for different products simply by changing the impeller — something impossible with a side-entry mixer's fixed propeller. For clients sourcing a high shear industrial mixer for tanks, the Rushton or Cowles disc turbine configurations provide tip speeds of 8–20 m/s, sufficient to break up agglomerates and produce stable emulsions without specialized homogenizer equipment.
The horizontal bar chart above maps each impeller type to its applicable viscosity range on a logarithmic scale. It is immediately apparent that hydrofoil and pitched blade turbines cover the widest low-to-medium viscosity range, making them the workhorses of general-purpose industrial blending. Anchor and helical ribbon impellers occupy the high-viscosity domain exclusively occupied by top-entry mixers, confirming that this mixer type is the only viable solution for paste-like or polymer applications. When selecting an impeller as part of your mixing equipment specification, our engineering team provides detailed flow simulation data (CFD) and power draw calculations to ensure the chosen design meets your target blend time and shear profile.
Industry Applications: Where Top-Entry Mixers Deliver Critical Value
Top-entry industrial mixers are deployed across a remarkably broad range of industries and processes. The following represents the most significant application sectors, along with the specific process challenges they address.
Chemical Processing
Chemical reactions frequently require precise temperature control, homogeneous reagent distribution, and controlled shear. Top-entry tank agitators in chemical plants are used for polymerization, neutralization, crystallization, liquid-liquid extraction, and gas dispersion into liquids. In chlor-alkali and sulfuric acid production, for example, mixing efficiency directly impacts yield and byproduct formation. Our chemical mixing equipment exporter division supplies agitators with hastelloy, titanium, and glass-lined wetted parts for corrosive media.
Pharmaceutical and Biotechnology
In pharmaceutical manufacturing and biotech fermentation, top-entry agitators operate under strict GMP (Good Manufacturing Practice) requirements. Fermenters and bioreactors use Rushton turbines or pitched blade turbines to maintain dissolved oxygen levels and prevent shear damage to sensitive cell cultures. Mechanical seals are engineered to maintain sterility under in-place sterilization (SIP/CIP) conditions at 121°C steam. Batch sizes in pharma typically range from 500 L to 30,000 L, well within the operating envelope of vertically-mounted top-entry agitator designs.
Food and Beverage Production
The food industry relies on top-entry mixers for sauce blending, dairy homogenization, sugar dissolution, fruit preserve production, and beverage preparation. Food-grade agitators comply with FDA 21 CFR and 3-A Sanitary Standards, featuring polished 316L stainless steel wetted surfaces, sanitary mechanical seals, and CIP-compatible designs. A major consideration in food production is avoiding air entrainment during blending — a properly angled, speed-controlled hydrofoil impeller minimizes surface vortex formation and prevents oxidation of sensitive products.
Wastewater and Environmental Treatment
Municipal and industrial wastewater treatment plants use top-entry agitators in equalization basins, digester tanks, chemical dosing vessels, and sludge holding tanks. The ability to suspend solids with densities up to 2.5 g/cm³ and handle variable solids content (2–8% TSS) without clogging makes pitched blade and hydrofoil impellers ideal. Variable frequency drives allow operators to adjust mixing intensity based on incoming flow load, reducing energy consumption by 20–35% compared to fixed-speed systems. As a bulk industrial mixer supplier for environmental projects, we have delivered equipment to municipal treatment plants handling over 200,000 m³/day.
The radar chart above scores both mixer types across six major industrial sectors on a 0–10 suitability scale, based on technical fitness for purpose, regulatory compliance capability, and operational flexibility. Top-entry mixers score 8–9 out of 10 in chemical, pharmaceutical, food, and polymer applications, confirming their status as the multi-industry standard for precision mixing. Side-entry mixers score highest in petroleum storage (9/10), reflecting their historical dominance in floating-roof crude oil tanks. However, for any process requiring batch repeatability, high-viscosity handling, or hygienic design, the top-entry configuration is demonstrably superior. Industries choosing a tank mixer manufacturer OEM partner should ensure the supplier has certified experience in their specific sector.
How to Choose the Right Industrial Mixer: A Technical Decision Framework
Selecting the correct mixing equipment requires systematic evaluation of process requirements, tank geometry, fluid properties, and operational constraints. The following decision framework is used by our process engineers when specifying equipment for new projects or retrofit installations.
- Define the mixing objective: Is the primary goal blending (achieving uniform concentration), suspension (keeping solids distributed), heat transfer (enhancing convection), reaction (contacting reactants), or gas dispersion? Each objective demands a different power-to-flow ratio.
- Characterize the fluid: Measure or estimate viscosity (at operating temperature), density, non-Newtonian behavior (shear thinning vs shear thickening), and presence of solids (particle size, density, settling velocity).
- Define tank geometry: Record tank diameter (T), liquid height (Z), Z/T ratio, presence of existing nozzles, and available headroom above the tank. These parameters directly determine shaft length and critical speed calculations.
- Establish blend time target: For batch processes, specify the required blend time (t₉₅, time to 95% uniformity) and batch volume. This, combined with the power number (Np) of the selected impeller, determines required power.
- Check containment requirements: Process pressure, temperature, toxicity, and flammability determine seal type (single mechanical seal, double seal with barrier fluid, or magnetic drive for zero-emission applications).
- Evaluate installation constraints: Top-entry mixers require structural support on the tank roof (or a separate support frame) and overhead clearance for maintenance. Side-entry units need accessible sidewall nozzles and lateral clearance.
In practice, for any application with fluid viscosity above 500 cP, a batch volume under 5,000 m³, a mixing objective beyond simple circulation, or a requirement for hygienic design, the top-entry configuration will consistently be the technically correct selection. Working with a qualified industrial agitator supplier China factory ensures that these parameters are rigorously evaluated before equipment is specified or manufactured.
The line chart above illustrates how specific power consumption (W/m³) scales with fluid viscosity for both mixer types. At very low viscosities (below 10 cP), both mixers operate at comparable efficiency — a key reason side-entry mixers remain competitive in thin-fluid petroleum storage. However, beyond approximately 500 cP, only top-entry designs remain viable. At 10,000 cP, a well-configured top-entry agitator with an anchor impeller requires roughly 40–50 W/m³ of installed power, which remains economically practical for batch chemical and polymer processes. This data underscores why no single mixer type suits all applications: process fluid properties fundamentally govern the equipment selection decision. When sourcing a tank agitator for a new or upgraded installation, always provide the fluid viscosity range at actual operating temperature — not just ambient conditions.
Seal and Drive Configuration Options for Industrial Agitator Mixers
The mechanical seal assembly is a critical — and often underspecified — subsystem of any top-entry mixer. Seal failure is the leading cause of unplanned downtime in agitator applications, making correct seal selection as important as impeller or motor sizing. The primary seal configurations available are:
- Stuffing Box (Packing Gland): The most basic seal, consisting of compressed packing rings around the shaft. Suitable for low-pressure, non-toxic, non-flammable fluids. Requires periodic retightening and has inherent leakage. Used in wastewater and basic chemical applications.
- Single Mechanical Seal: Provides a metal-to-metal or metal-to-carbon face seal between rotating and stationary components. Handles pressures up to ~6 bar and temperatures up to 200°C. Standard choice for most chemical, food, and pharmaceutical applications.
- Double (Dual) Mechanical Seal: Two seal faces with a pressurized barrier fluid (water, glycol, or compatible lubricant) between them. Required for toxic, flammable, or carcinogenic products where zero process-side leakage is mandated. Common in fine chemical, pharmaceutical, and specialty polymer production.
- Magnetic Drive (Mag-Drive): Eliminates the shaft penetration entirely by transmitting torque through a containment shell using opposing magnets. Provides hermetic (zero-leakage) containment for the most hazardous applications. Power capacity is limited by magnet coupling torque (typically up to 30 kW), but this covers a large proportion of laboratory and pilot-scale reactors.
Drive configuration choices include direct-drive (motor shaft directly coupled to impeller shaft, common for high-speed applications), in-line gearbox drive (provides speed reduction for low-speed, high-torque impellers), and right-angle gearbox drives (useful for low-headroom installations). Variable frequency drives (VFDs) are now standard on most modern industrial top-entry mixers, enabling soft-start, precise speed control, and energy savings during partial-load operation.
Expected Service Life and Maintenance Best Practices for Industrial Mixers
A well-specified and properly maintained industrial top-entry mixer can be expected to deliver 15–25 years of service life in most process environments. The gearbox and motor are typically the longest-lived components, often exceeding 100,000 operating hours when lubrication intervals and alignment are maintained. Mechanical seals, by contrast, have a shorter life expectancy of 2–5 years depending on shaft runout, fluid chemistry, and operating pressure. The following maintenance practices are industry-standard for extending mixer service life:
- Lubrication schedule: Gearbox oil changes every 2,000–4,000 hours (or annually); motor bearing relubrication per manufacturer's interval (typically every 2,000 hours for grease-lubricated bearings).
- Shaft alignment check: Verify shaft runout and coupling alignment every 6–12 months. Excessive runout (above 0.05 mm TIR) accelerates mechanical seal wear exponentially.
- Seal flush system inspection: For double mechanical seals, check barrier fluid pressure and quality monthly. Degraded barrier fluid (contaminated or depleted) is the primary cause of premature seal failure.
- Impeller inspection: Visually inspect impeller blades for corrosion, erosion, or deposits annually. Any blade damage exceeding 5% of cross-sectional area should be addressed to prevent imbalance and shaft fatigue.
- Vibration monitoring: Install continuous or periodic vibration monitoring on the gearbox and motor. A bearing defect frequency signature (BPFO, BPFI) detected early allows planned replacement rather than emergency shutdown.
The column chart above shows the expected service intervals for five key mixer components under normal operating conditions with routine maintenance. The most striking observation is the disparity between structural components — shafts, impellers, and tanks (typically 20–25 years) — and wear components such as mechanical seals (2–5 years) and bearings (4–7 years). This disparity means that the lifetime cost of owning an industrial top-entry mixer is heavily influenced by seal and bearing replacement frequency rather than by the primary mechanical structure. Choosing quality seal materials (silicon carbide vs. silicon carbide faces, Viton or PTFE elastomers) and specifying proper shaft runout tolerances at the time of purchase can extend seal life by 50–100% compared to standard-grade components. As a manufacturer committed to long-term equipment reliability, we provide full documentation of material certificates and dimensional tolerances for all critical wear components at time of delivery.
About WUXI TOP MIXER EQUIPMENT CO., LTD.
Established in 2003 and headquartered in Wuxi, Jiangsu Province — at the heart of the Yangtze River Delta industrial corridor — WUXI TOP MIXER EQUIPMENT CO., LTD. is a member company of Singapore MATCHMETAL PTE. LTD. and a recognized specialist in fluid, powder, and slurry mixing equipment research, development, and manufacturing.
The company operates four specialized technical divisions: Powder Slurry Division, Biomass Energy & Environmental Protection Division, Food & Medicine Division, and Fine Chemical Mixing Division. Each division is staffed by engineers with domain-specific process knowledge, enabling application-precise equipment specification rather than generic product selection.
Manufacturing is conducted under ISO 9001 Quality Management System certification with 5S workplace standards. Products are exported to over 30 provinces and autonomous regions within China, as well as to the United States, Russia, Europe, and Southeast Asia, with regional service support established in multiple countries. Collaborative partnerships include globally recognized organizations such as PetroChina, Sinopec, Baosteel Group, Johnson & Johnson, Coca-Cola, Dow Chemical, Samsung Electronics, Mitsui, and others — reflecting the trust placed by industrial leaders in our mixing solutions.
As a vertically integrated top entry mixer manufacturer China with OEM and custom engineering capabilities, we serve clients seeking high-quality industrial agitator supplier partnerships for both standard catalogue products and bespoke process solutions. Our one-stop service model covers consultation, design, simulation, manufacturing, factory acceptance testing, installation supervision, and commissioning support.
Frequently Asked Questions
Q1
What is a top-entry mixer?
A top-entry mixer is an industrial agitator mounted vertically on the top of a tank. Its motor and gearbox sit above the tank, driving an impeller shaft downward into the liquid to achieve blending, suspension, heat transfer, or reaction objectives across a wide range of fluid viscosities.
Q2
What is the difference between top-entry and side-entry mixers?
Top-entry mixers mount on the tank roof and generate full-tank axial or radial flow, suitable for a wide range of viscosities and applications. Side-entry mixers penetrate the tank sidewall and create directional circulation, best for very large, low-viscosity storage tanks such as petroleum ASTs.
Q3
What industries use top-entry industrial mixers?
Top-entry industrial mixers are used in chemical processing, pharmaceuticals, food and beverage, wastewater treatment, biomass energy, polymer production, and mining. They are the standard choice wherever reliable blending, solid suspension, or controlled reaction in batch or continuous processes is required.
Q4
How does an industrial agitator work?
An industrial agitator converts motor power into fluid motion through a rotating impeller. The impeller generates axial or radial flow (depending on impeller type), creating turbulence that homogenizes the tank contents. Baffles on the tank wall prevent inefficient vortexing and direct energy into productive mixing action.
Q5
What is the purpose of a tank mixer?
A tank mixer ensures uniform composition throughout the vessel contents. Depending on the process, this may mean dissolving solids into liquid, dispersing gas bubbles, blending two or more liquids, maintaining solids in suspension, or enhancing heat transfer between the liquid and a jacketed tank wall.
Q6
How do I choose the right mixer size for my tank?
Mixer sizing requires knowing your tank diameter and liquid height (for D/T ratio), fluid viscosity at operating temperature, desired blend time, and mixing objective. An experienced industrial agitator supplier will use these parameters, combined with impeller power number data and CFD analysis, to calculate the required shaft power and impeller diameter.
Q7
How can I improve mixing efficiency in my tanks?
Key strategies include adding tank baffles to eliminate vortexing, upgrading to a higher-efficiency hydrofoil impeller, installing a variable frequency drive for optimized speed control, adding a second impeller on the shaft for taller tanks (Z/T > 1.2), and verifying shaft alignment to minimize mechanical losses.
Q8
What is the typical lifespan of an industrial mixer?
A properly maintained industrial top-entry mixer can operate for 15–25 years. Structural components (shaft, impeller, gearbox housing) typically last 20+ years, while wear items such as mechanical seals (2–5 years) and bearings (4–7 years) require periodic replacement. Proactive maintenance and vibration monitoring significantly extend equipment service intervals.
Q9
What is an impeller in mixing equipment?
An impeller is the rotating blade assembly that converts shaft rotation into fluid motion within the tank. Different impeller geometries — pitched blade turbines, hydrofoils, Rushton disc turbines, anchor blades, and helical ribbons — produce different flow patterns, shear rates, and fluid pumping capacities, making impeller selection a core part of mixer specification.
Q10
Can I order a custom OEM top-entry mixer from a China factory?
Yes. Wuxi Top Mixer Equipment provides full OEM and custom engineering services for top-entry agitators, from single-unit orders to large project supply. Custom options include material selection (carbon steel, SS316L, Hastelloy, titanium), impeller type, seal configuration, motor classification (standard, explosion-proof, IE3 efficiency), and full documentation packages (ITP, MTRs, databooks).

- No. 118, Chuangye Road, Jieshou Town, Gaoyou City, Yangzhou, Jiangsu Province, China
- [email protected]
- Landline: +86-0510-83383966 +86-0510-83390667
- Telphone: +86-0510-83390667
- Mr. Chen: +86-18061519769 Mr. Xu: +86-13706183972
- Mr. Lu: +86-18915337056
- Product Link
- Top-Entry Mixer
- Bottom-Entry Mixer
- Side-Entry Mixer
- SIGN UP
- Sign up to be the first to find out the latest news from Top Intelligent Technology
- Subscribe

