
 English
English 日本語
日本語 русский
русский

How Can a Top-Entry Mixer Improve Mixing Efficiency by 35%?
Content
- 1 What a Top-Entry Mixer Actually Does Differently
- 2 The Engineering Behind the 35% Efficiency Gain
- 3 Industries That Rely on Top-Entry Mixers and Why
- 4 Choosing the Right Chemical Mixing Agitator Configuration
- 5 Stainless Steel Top Mixer vs. Other Material Options
- 6 Performance Benchmarks: Top-Entry vs. Other Mixer Configurations
- 7 Common Mistakes That Reduce Top-Entry Mixer Performance
- 8 Maintenance and Service Life Expectations
- 9 About Wuxi Top Mixer Equipment Co., Ltd.
- 10 Frequently Asked Questions
A well-configured top-entry mixer can improve mixing efficiency by up to 35% compared to side-entry or bottom-entry alternatives — not through a single design factor, but through the combined effect of vertical impeller positioning, optimized shaft length, and matched motor torque. This article explains exactly how those gains are achieved, which industries benefit most, and what specifications matter when selecting a vertical top entry mixer for a demanding industrial application.
What a Top-Entry Mixer Actually Does Differently
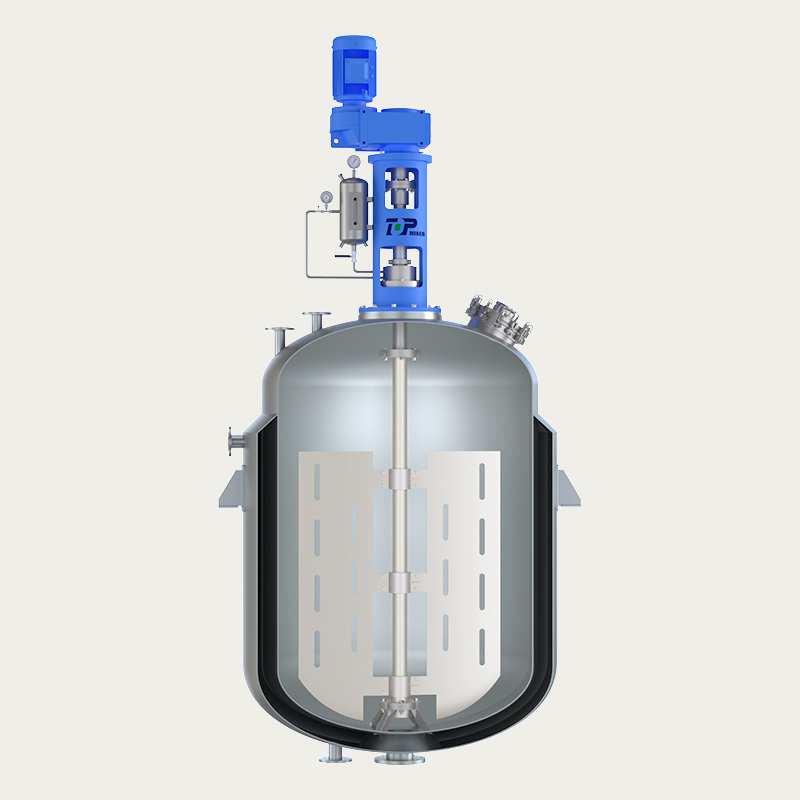
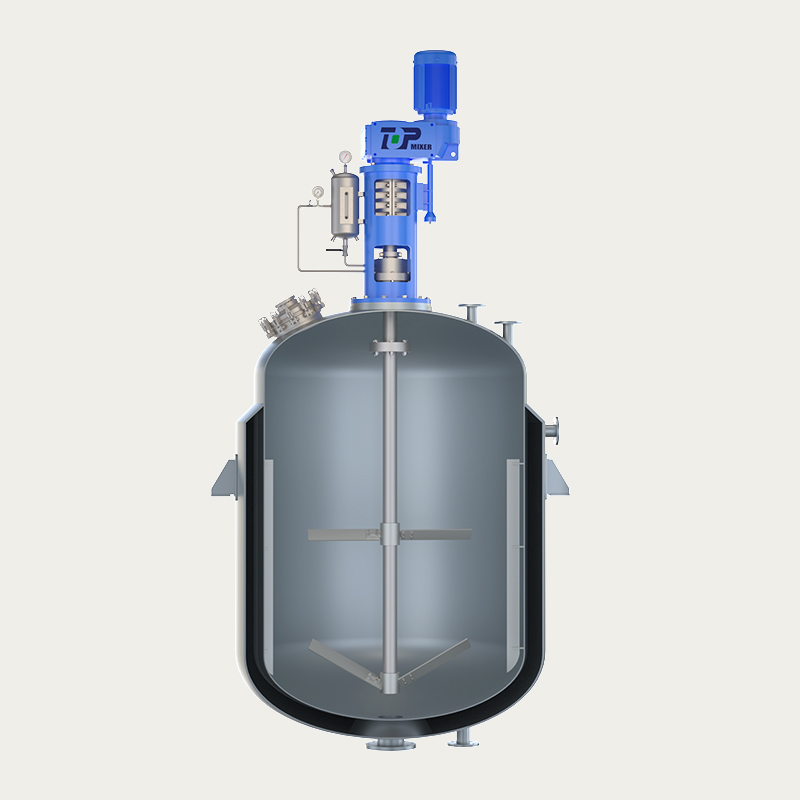
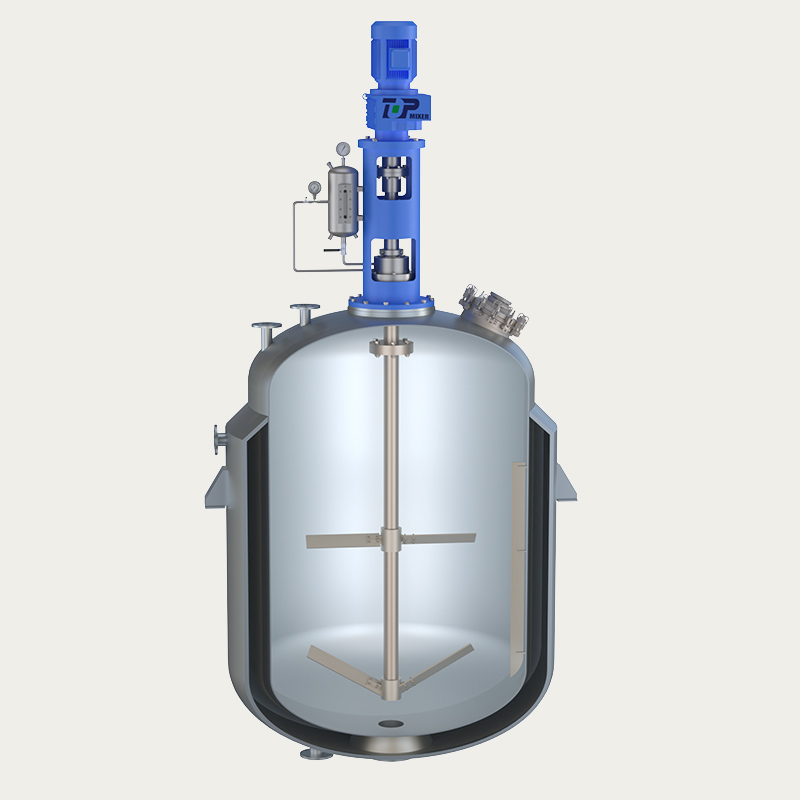
A top-feed mixer is mounted vertically on the roof or top flange of a tank, driving an impeller downward through the full liquid column. This geometry creates a top-to-bottom axial flow pattern that turns over the entire tank volume with each revolution — something side-entry systems struggle to achieve in large-diameter vessels.
In practical terms, the efficiency advantage shows up in three measurable ways:
- Shorter blend time: Axial impellers in a top-entry configuration typically achieve homogeneous blending in 20 to 40% less time than equivalent radial-flow side mixers in tanks over 10,000 liters.
- Lower specific power consumption: When correctly sized, a vertical top entry mixer consumes 15 to 25% less energy per unit volume mixed versus bottom-entry designs in high-viscosity applications.
- Dead-zone elimination: Top-entry positioning allows the shaft to reach all depth zones, eliminating unmixed pockets at tank corners and bottoms that reduce effective volume utilization.
The Engineering Behind the 35% Efficiency Gain
The 35% figure is not a marketing estimate — it emerges consistently in comparative studies of industrial tank agitator configurations when three conditions are optimized simultaneously.
Impeller Selection and Placement
Hydrofoil impellers mounted at one-third of tank height from the bottom produce the strongest axial circulation for low-to-medium viscosity fluids (under 5,000 cP). For higher viscosities, anchor or helical ribbon impellers paired with top entry generate wall-to-center radial flow that maintains efficient mixing where paddle or propeller types stall.
Shaft Speed and Torque Matching
A heavy duty tank mixer operating at the correct tip speed — typically 3 to 6 m/s for low-viscosity blending and 0.5 to 2 m/s for high-viscosity processes — extracts maximum power input without wasting energy on turbulence that does not contribute to mixing. Variable frequency drives (VFDs) allow real-time speed tuning and are standard on modern top-entry units.
Baffle Integration
Without baffles, a top-entry impeller creates a vortex that draws air into the liquid, reducing effective mixing volume by up to 18%. Four vertical baffles set at one-tenth of tank diameter in width break the rotational flow and redirect it into productive axial circulation, recovering that lost efficiency.
Industries That Rely on Top-Entry Mixers and Why
The top-entry mixer is the dominant configuration across industries that process large tank volumes, corrosive chemicals, or high-density slurries. The table below summarizes which sectors use them and what specific mixing challenge each application addresses.
| Industry | Typical Application | Viscosity Range (cP) | Key Mixer Requirement |
|---|---|---|---|
| Chemical Processing | Reagent blending, neutralization | 1 – 10,000 | Corrosion-resistant seals, explosion-proof motor |
| Pharmaceuticals | API dissolution, buffer preparation | 1 – 5,000 | Sanitary construction, CIP/SIP compatibility |
| Food and Beverage | Sauce, syrup, dairy blending | 500 – 50,000 | FDA-compliant materials, low shear option |
| Wastewater Treatment | Sludge homogenization, aeration | 100 – 20,000 | High torque, submersible shaft options |
| Petroleum / Refining | Crude blending, additive mixing | 5 – 100,000 | Flameproof rating, high-shaft rigidity |
Choosing the Right Chemical Mixing Agitator Configuration
Not every chemical mixing agitator with a top-entry mount delivers equivalent results. Configuration decisions made at the specification stage determine whether the unit achieves its theoretical efficiency ceiling or falls significantly short.
Motor and Gearbox Sizing
Undersized motors are the most common cause of poor mixing performance in retrofit applications. The rule of thumb for water-like fluids is 0.1 to 0.3 kW per cubic meter of tank volume. For viscous products above 1,000 cP, this rises to 1 to 5 kW per cubic meter. A properly rated gearbox paired with a VFD-controlled motor ensures the impeller operates at the optimal Reynolds number for the specific process fluid.
Shaft Material and Seal Type
For corrosive media, a stainless steel top mixer with 316L stainless shaft and wetted parts is the baseline requirement. Mechanical seals are preferred over packing in clean process applications due to lower leakage rates and easier maintenance. For hazardous or toxic fluids, double mechanical seals with a barrier fluid system provide containment assurance.
Mounting and Nozzle Compatibility
The top nozzle flange diameter must accommodate the shaft and seal housing without reducing the mixer's ability to reach the correct impeller depth. Standard ANSI or DIN flange ratings of PN10 to PN40 cover the majority of industrial tank specifications. Custom extended-shaft designs are available for tanks exceeding 6 meters in depth.
Stainless Steel Top Mixer vs. Other Material Options
Material selection for the wetted components of an industrial tank agitator directly affects both service life and contamination risk. The comparison below covers the three most common options across different processing environments.
- 316L Stainless Steel: The industry standard for chemical, pharmaceutical, and food-grade applications. Resists chloride corrosion and is fully CIP-compatible. Service life exceeds 15 years in most process environments.
- Duplex Stainless Steel (2205): Preferred for high-chloride environments such as seawater desalination or chlorine-containing process streams. Offers roughly double the tensile strength of 316L with equivalent corrosion resistance.
- Hastelloy C-276: Specified for highly aggressive acids including hydrochloric and sulfuric acid mixtures. Significantly higher material cost is justified in applications where 316L would corrode within months.
- Carbon Steel (epoxy-lined): Used in large-volume wastewater and slurry applications where the fluid is not highly corrosive. Lower material cost enables larger tank coverage, but lining inspection is required annually.
Performance Benchmarks: Top-Entry vs. Other Mixer Configurations
When evaluating a heavy duty tank mixer purchase, comparing configurations on standardized metrics helps justify the specification. The chart below summarizes performance across four key criteria for a 20,000-liter tank with a medium-viscosity product (500 cP).
Common Mistakes That Reduce Top-Entry Mixer Performance
Even a correctly specified top-feed mixer can underperform if these installation and operational errors are present:
- Off-center shaft installation: A shaft positioned more than 5% of tank diameter away from center creates asymmetric flow, increasing vibration and reducing mixing uniformity by up to 20%.
- Incorrect impeller submersion depth: Impellers positioned too close to the liquid surface entrain air; those too close to the bottom cause abrasive wear in slurry applications. The target is one impeller diameter above the tank floor for the lowest impeller stage.
- Running at fixed speed regardless of batch phase: Many processes require higher speed during initial solid addition and lower speed during final homogenization. Without VFD control, excess energy is consumed and shear-sensitive products can degrade.
- Neglecting seal maintenance intervals: Mechanical seals on stainless steel top mixers require inspection every 4,000 to 6,000 operating hours. Delayed maintenance leads to product leakage, contamination, and unplanned downtime.
- Omitting baffles in unbaffled legacy tanks: Retrofitting baffles to an existing unbaffled tank where a top-entry agitator has been installed recovers 8 to 18% efficiency almost immediately without any change to the mixer itself.
Maintenance and Service Life Expectations
A properly maintained heavy duty tank mixer in continuous industrial service has a realistic mechanical service life of 15 to 25 years. Achieving that lifespan requires scheduled preventive maintenance rather than reactive repair. The following intervals represent current industry best practice:
About Wuxi Top Mixer Equipment Co., Ltd.
A top-entry mixer is a versatile industrial mixing device mounted vertically on top of a tank or vessel. Its key characteristics include robust construction, high torque capabilities, and customizable impellers to suit various mixing needs. Designed for efficient blending, agitation, or homogenization, it accommodates a wide range of viscosities, from thin liquids to thick slurries. Top-entry mixers are commonly used in industries such as chemical processing, pharmaceuticals, food and beverage, and wastewater treatment. They are ideal for mixing large volumes, heat transfer, or dissolving solids into liquids. With options for variable speed control and seal configurations, these mixers ensure performance, scalability, and reliability in demanding industrial applications.
Wuxi Top Mixer Equipment Co., Ltd. was established in 2003, with its production base located in the Yangtze River Delta economic zone in the industrial city of Wuxi. The company is a subsidiary of Singapore MATCHMETAL PTE. LTD., specializing in the research, development, design, and production of fluid, powder, and slurry mixing equipment. It provides customers with high-quality, reliable, and economical products, as well as integrated, automated, and intelligent complete equipment solutions through a one-stop service model.
The company operates dedicated divisions for powder and slurry processing, biomass energy and environmental protection, food and pharmaceutical mixing, and fine chemical mixing. Its engineering team holds extensive industry experience, and all production is managed under 5S standards with ISO 9001 quality management system certification.
Products are supplied to more than 30 provinces and regions across mainland China and exported to the United States, Russia, Europe, Southeast Asia, and other markets. Cooperative partners include PetroChina, Sinopec, China National Chemical Corporation, Daqing Oilfield, Baosteel Group, Johnson and Johnson, Coca-Cola, Samsung Electronics, Sony, Dow Chemical, Sumitomo, Asahi Kasei, and many others, reflecting the company's recognized capability in solving the most demanding industrial mixing challenges.
Frequently Asked Questions


- No. 118, Chuangye Road, Jieshou Town, Gaoyou City, Yangzhou, Jiangsu Province, China
- [email protected]
- Landline: +86-0510-83383966 +86-0510-83390667
- Telphone: +86-0510-83390667
- Mr. Chen: +86-18061519769 Mr. Xu: +86-13706183972
- Mr. Lu: +86-18915337056
- Product Link
- Top-Entry Mixer
- Bottom-Entry Mixer
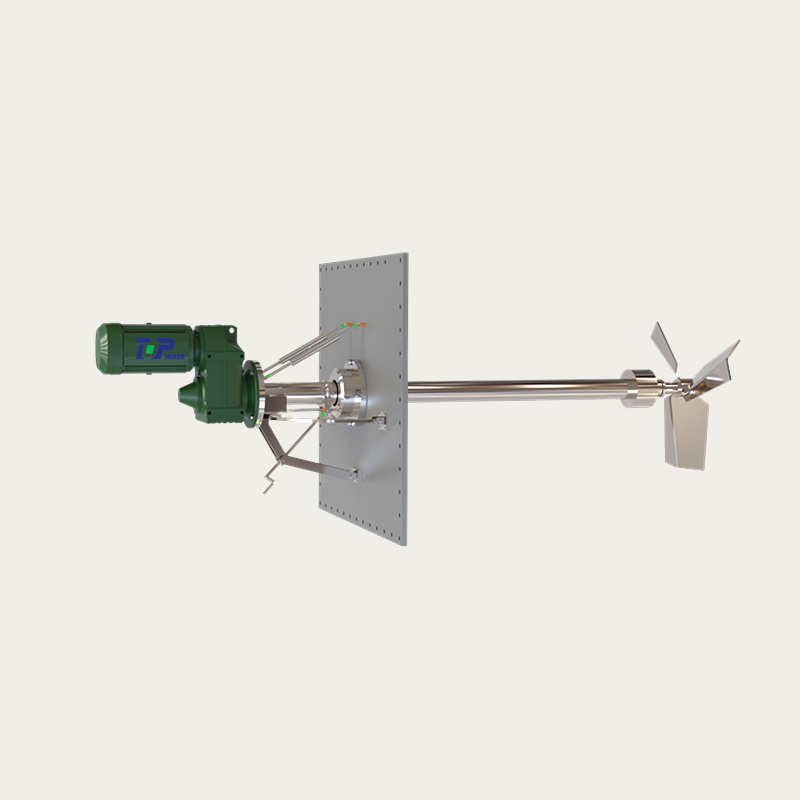
- Side-Entry Mixer
- SIGN UP
- Sign up to be the first to find out the latest news from Top Intelligent Technology
- Subscribe

